






Please Leave Us A Message
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.

Потребности клиента в измерении
1. Проверка трассовой плоскостности сканера во время сборки и доставки;4. Проверка коаксиальности двух осей сканера во время сборки и инспекции доставки;

Рисунок 1: Использование Radian Laser Tracker в этом случае
Использование радианового лазерного трекера в этом случае
Как показано на рисунке 1, при использовании, исправьте целевой шарик трекера (SMR) на шпинделе сканирования, а хост Laser Tracker Radian будет снимать лазер, чтобы заблокировать и отслеживать сферический центр SMR. Оператор введет команду, чтобы заставить шпиндель сканирования двигаться в данном направлении и оставаться в положении, которое будет измерено в течение короткого времени. Когда шпиндель стабилен, Radian Laser Tracker точно собирает 3D -координаты точки, которые будут измерены на скорости сбора 1000 Гц, и передавать его в программное обеспечение для измерения для записи и сохранения. После того, как несколько таких 3D -точек собраны, соответствующая линия, поверхность и тело могут быть образованы в программном обеспечении в соответствии с положением каждой точки, и соответствующие данные о допуске по форме и положению могут быть рассчитаны и сравниваются с теоретическим положением основного вала , чтобы достичь цели измерения и обнаружения.

Рисунок 2: Схематическая схема системы ультразвукового тестирования с полным автоматическим
Операция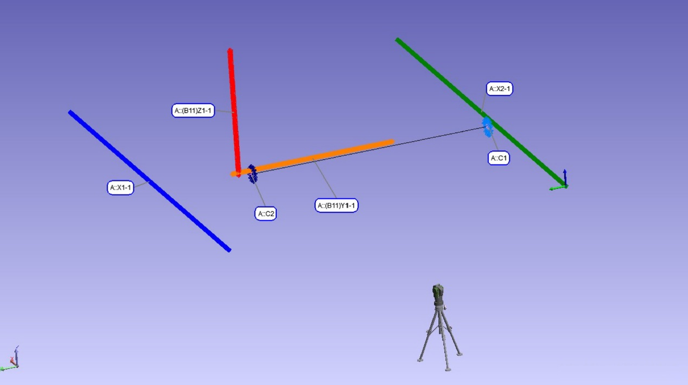
Рисунок 3: Диаграмма регулировки параллелизма направляющей рельсы
2) Как показано на рисунке 4, измерьте прямолинейность осей x, y и z и дайте значение отклонения для легкой регулировки и установки.
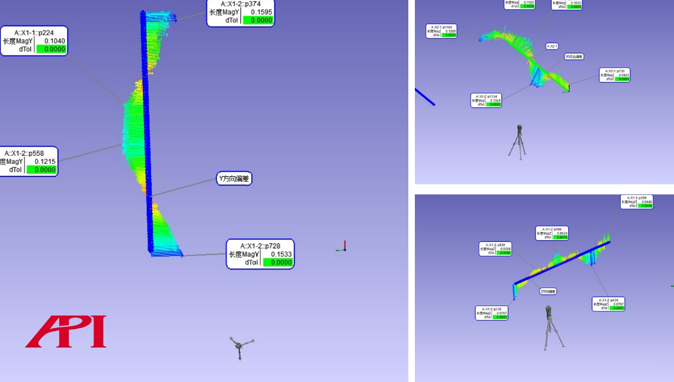
Рисунок 4: Схематическая схема отклонения прямого оси в программном обеспечении после фактического измерения
3) Как показано на рисунке 5, проанализируйте перпендикулярность осей x, y и z.
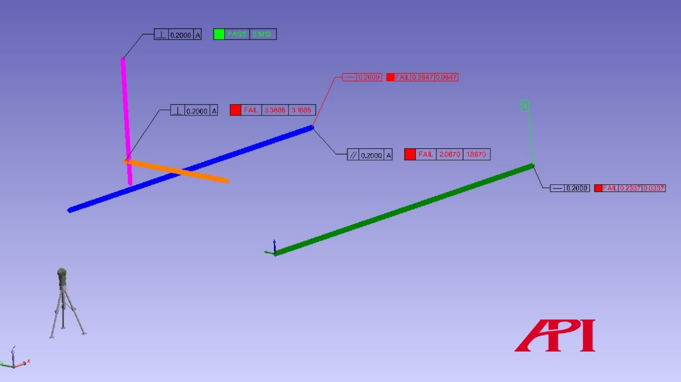
Рисунок 5: Схематическая схема анализа данных перпендикуляризации оси x, y и z
4) Как показано на рисунке 6, коаксиальность между двумя осями очень плохая перед регулировкой осей A и B. Коаксиальность двух осей может соответствовать требованиям точности после регулировки разности верхней и нижней высоты, а переднее и заднее расстояние дается данные измерения лазерного трекера.
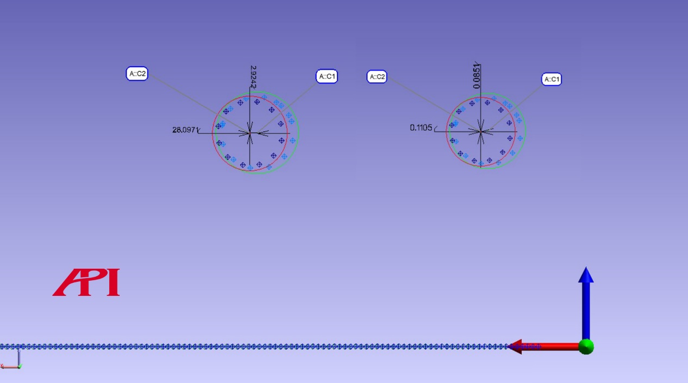
Рисунок 6: Сравнение данных о коаксиальности до и после регулировки выравнивания осей A и B (слева: перед регулировкой; справа: после регулировки)
заключение
Этот случай показывает, что Radian Laser Tracker с его высокой точностью, мобильности и быстрой скоростью сбора данных может полностью соответствовать требованиям измерения системы ультразвукового сканирования во всех аспектах обнаружения и калибровки, а также является точным и эффективным, эффективно уменьшая временную времени пользователя. Анкет

Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.
Fill in more information so that we can get in touch with you faster
Privacy statement: Your privacy is very important to Us. Our company promises not to disclose your personal information to any external company with out your explicit permission.